

以下是:厚壁精密钢管质量稳妥的产品参数厚壁精密钢管质量稳妥,佳诺金属制品(蒲城县分公司)为您提供厚壁精密钢管质量稳妥产品案例,联系人:周经理,电话:【15966286126】、【15966286126】,发货地:汇通金属物流园。 福建省,南平市,蒲城县 蒲城古称“重泉”、“南白水”,是陕西省级历史文化名城,北京时间的诞生地,陕西产粮大县,被称为酥梨之乡和焰火之乡,周边有唐桥陵、唐泰陵等唐代帝王陵墓。蒲城还是国民革命军上将杨虎城和“以尸血谏”道光皇帝的清代名相王鼎的家乡,故有“将相故里”之美誉。
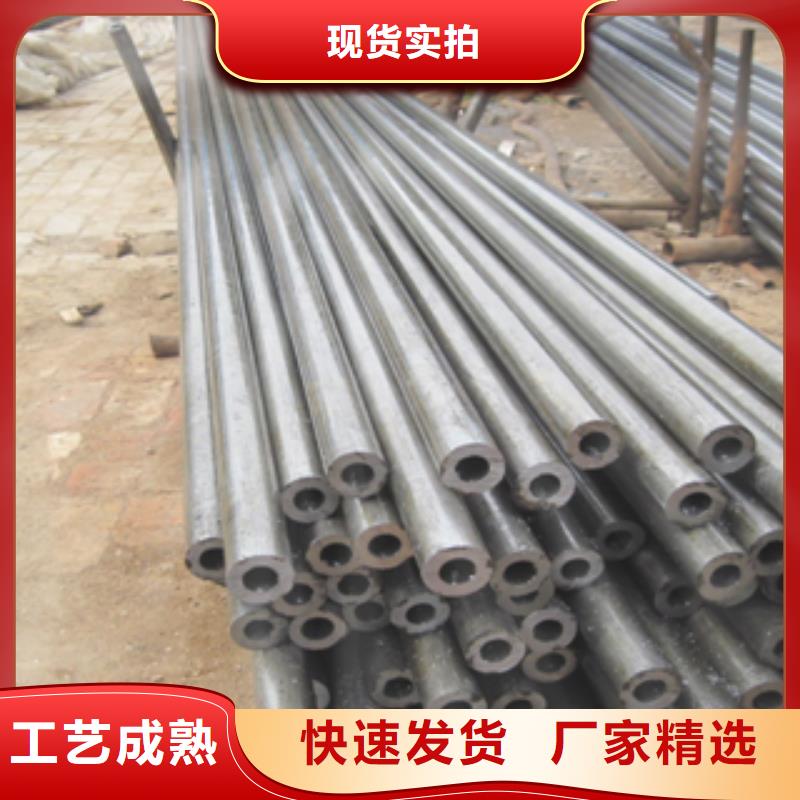
我们为您呈现了一部精彩绝伦的厚壁精密钢管质量稳妥产品视频,让您感受产品的独特之处。以下是:厚壁精密钢管质量稳妥的图文介绍
执行标准1、结构用无缝钢管:GB8162-2008 2、输送流体用地缝钢管:GB8163-20083、锅炉用无缝钢管:GB3087-2008 4、锅炉用高压无缝管:GB5310-2008(ST45.8-Ⅲ型) 5、化肥设备用高压无缝钢管:GB6479-1999 6、地质钻探用无缝钢管:YB235-70 7、石油钻探用无缝钢管:YB528-65 8、石油裂化用无缝钢管:GB9948-88 9、石油钻铤专用无缝管:YB691-70 10、汽车半轴用无缝钢管:GB3088-1999 11、船舶用无缝钢管:GB5312-1999 12、冷拔冷轧精密无缝钢管:GB3639-1999 13、各种合金管16Mn、27SiMn、15CrMo、35CrMo、12CrMov、20G、40Cr,12Cr1MoV,15CrMo另外,还有GB/T17396-1998(液压支柱用热轧无缝钢管)、GB3093-1986(柴油机用高压无缝钢管)、GB/T3639-1983(冷拔或冷轧精密无缝钢管)、GB/T3094-1986(冷拔无缝钢管异形钢管)、GB/T8713-1988(液压和气动筒用精密内径无缝钢管)、GB13296-1991(锅炉、热交换器用不锈钢无缝钢管)、GB/T14975-1994(结构用不锈钢无缝钢管)、GB/T14976-1994(流体输送用不锈钢无缝钢管)GB/T5035-1993(汽车半轴套管用无缝钢管)、API SPEC5CT-1999(套管和油管规范)等。
折叠编辑本段显组织它的弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。45#精密钢管淬火温度在A3+(30~50)℃,在实际操作中,一般是取上限的。偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。为使工件的奥氏体均匀化,就需要足够的保温时间。如果实际装炉量大,就需适当延长保温时间。不然,可能会出现因加热不均匀造成硬度不足的现象。但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5。
因为45#精密钢管淬透性低,故应采用冷却速度大的10%盐水溶液。工件入水后,应该淬透,但不是冷透,如果45#精密钢管在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动。静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂。45#精密钢管调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。45#精密钢管淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。
南平蒲城佳诺金属制品有限公司自成立以来,非常注重 精密无缝钢管材料、标准件等的质量把关,严禁使用质量次的非正规厂商的物件,以确保 精密无缝钢管产品的优良品质,使得我们的 精密无缝钢管产品得到各行业用户的信赖,取得了良好的经济效益和社会效益。
热处理工艺 折叠前奏 真空退火优质弹簧钢、工具钢、精密钢管的丝材,不锈钢制品及钛合金材,作光亮退火均可采用真空处理。退火温度愈低,则要求真空度愈高。为防止铬的蒸发及加速热传导,一般采用载气加热(保温)法,并注意对不锈钢和钛合金不宜用氮而应采用氩气。 折叠过程 真空淬火真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山/畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。 结果真空渗碳为真空渗碳一淬火工艺曲线。在真空中加热到渗碳温度并保温使表面净化、活化之后,通入稀薄渗碳富化气(见控制气氛热处理),在大约1330Pa(10T0rr)负压下进行渗入,然后停气(降压)进行扩散。渗碳后的精密钢管淬火采用一次淬火法,即先停电,通氮冷却工件至临界点A,、以下,使内部发生相变,再停气、开泵,升温到Ac1,~Accm之间。淬冷方法可采用气冷或油冷。后者为奥氏体化后移入前室,充氮至常压,入油。真空渗碳的温度一般高于普通气体渗碳,常采用920~1040℃渗入和扩散可按所示分两阶段,也可用脉冲式通气、停气,多段式的渗一扩相间,效果更好。由于温度高,尤其表面洁净、有活性,真空渗碳层形成速度比普通气体、液体和固体渗碳快,如要求渗层为1mm时,在927℃只需5h,而1033℃仅需1h。
根据20#精密钢管性能要求的不同,按其回火温度的不同,可将回火分为以下几种(一)低温回火(150-250度)
低温回火所得组织为回火马氏体。其目的是在保持淬火20#精密钢管的高硬度和高耐磨性的前提下,降低其淬火内应力和脆性,以免使用时崩裂或过早损坏。它主要用于各种高碳的切削刃具,量具,冷冲模具,滚动轴承以及渗碳件等,回火后硬度一般为HRC58-64。(二)中温回火(250-500度)中温回火所得组织为回火屈氏体。其目的是获得20#精密钢管高的屈服强度,弹性极限和较高的韧性。因此,它主要用于各种弹簧和热作模具的处理,回火后硬度一般为HRC35-50。(三)高温回火(500-650度)高温回火所得组织为回火索氏体。习惯上将淬火加高温回火相结合的热处理称为调质处理,其目的是获得强度,硬度和塑性,韧性都较好的综合机械性能。因此,广泛用于汽车,拖拉机,机床等的重要结构20#精密钢管,如连杆,螺栓,齿轮及轴类。回火后硬度一般为HB200-330
今年在南平市蒲城县购买厚壁精密钢管质量稳妥有了新选择,佳诺金属制品(蒲城县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的厚壁精密钢管质量稳妥产品。如需购买或咨询,请随时联系我们,联系人:周经理-【15966286126】,地址:汇通金属物流园。










